Please fill in the form below and
our professionals will contact you within 12 hours!
For a more prompt reply, you may reach us by phone call or
WhatsApp: +86-180-3316-3576.
At EMP Tech Co., Ltd., we are committed to staying at the forefront of the automotive manufacturing industry while embracing sustainable practices. Recently, our team participated in a comprehensive t...
In the dynamic landscape of industrial manufacturing, OEM aluminum die casting stands as a cornerstone technology, enabling the production of lightweight, durable, and complex components. EMP Casting ...
As a leading manufacturer in aluminum die casting, EMP Casting leverages its proprietary core technologies to deliver innovative Electric Vehicle Motor Controller Housing solutions for global clients....
Recently, EMP Casting welcomed a prominent South Korean client to its manufacturing facility. The client demonstrated strong interest in the company’s specialized capabilities in Electric Vehicle Mot...
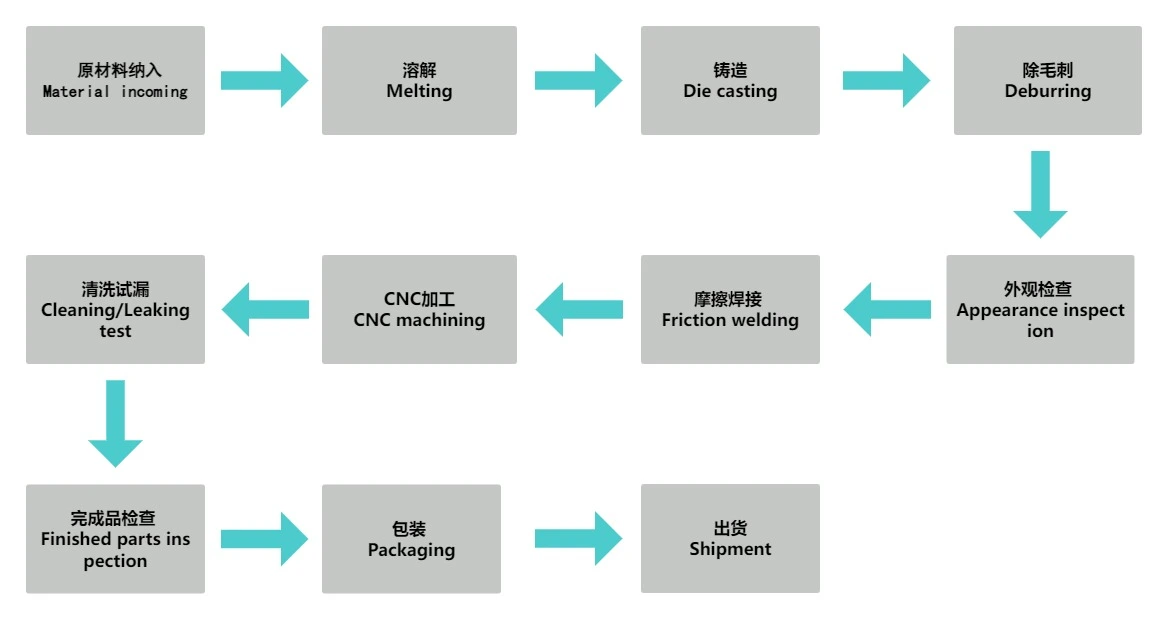
With the rapid development of the electric vehicle industry, the manufacturing process of electronic control housings is also constantly improving. As an efficient production method, die casting plays...
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Visit our cookie policy to learn more.





 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China