

▲ Die-casting process is the process of unifying pressure, speed and time by using three major elements: die casting machine, die casting mold and material alloy. For metal hot processing, the existence of pressure is the main feature of die-casting technology that distinguishes other casting methods. Pressure casting is a fast-developing special casting method with less cutting and no cutting in modern metal processing technology. It is a process in which molten metal is filled into a mold under high pressure and high speed, and crystallized and solidified under high pressure to form a casting. High pressure and high speed are the main characteristics of die casting. The commonly used pressure is tens of megapascals, the filling speed (inner gate speed) is about 16-80 m/s, and the time for molten metal to fill the mold cavity is extremely short, about 0.01-0.2 seconds.
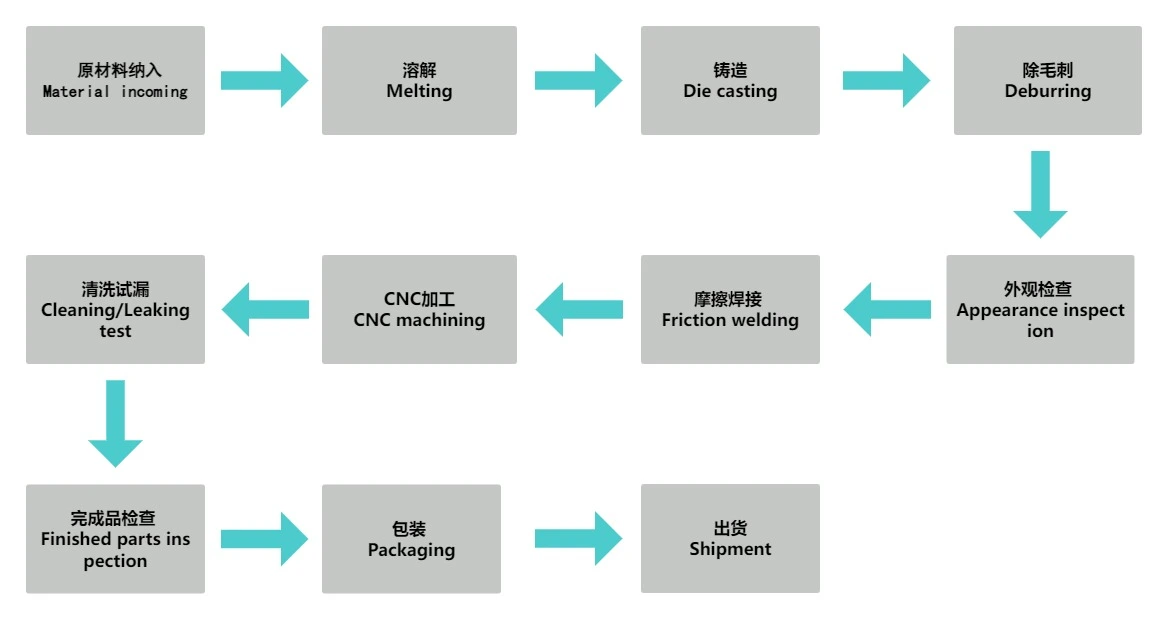
▲ The following is the die casting process:
1) Raw material: This is the raw material for the production of aluminum alloy die casting ingots.

2) Melting: In order to manufacture aluminum alloy die castings, it must be heated to a certain temperature to melt the aluminum ingot. The general choice of aluminum alloy: 610-700 degrees; different pouring temperatures will affect the mechanical properties and quality. The pouring temperature of aluminum castings should be determined according to specific conditions.

3) Die casting: The molten metal is in a molten state, and the molten metal is filled into the mold under pressure.

4) Degating: The sprue sleeve is also called the inlet gate, the in-gate handle, etc., which allows molten aluminum to be injected into the mold.

5) Deburring: Deburring the die-casting parts, rounding the corners, removing rust and descaling.

6) Trimming: Decorative surface finishing to improve functional edges and surface appearance.

7) Shot blasting:
✧ Able to clean up purposefully, and clean up wherever needed
✧ The angle and spray distance of the spray gun can be adjusted to the best position at any time according to the observation of the operator
✧ The moving speed of the nozzle of the spray gun relative to the surface of the casting can also be observed by the operator, and the optimal value can be adjusted at any time to minimize the projectile indentation and improve the cleaning effect.

8) CNC Machining: CNC Machining ,it is set up and adjust on the CNC machine tool, and then the die casting is processed and manufactured.

9) Leak test: For products with air tightness requirements, the leak test can quickly identify whether the parts have poor leakage.

10)Cleaning: Cleaning the product directly or indirectly affects the liquid and dirt, disperses, emulsifiers, and peels the dirt layer to achieve the purpose of cleaning. Even without damage to the surface of the product, the deep holes, crevices, and hidden areas of the parts can also be cleaned to make the product shinier.

11)Packaging: After the finished product comes out, it will be fully packaged to prevent damage to the finished product.

▲ Summary: The casting process of aluminum alloy die castings is to fill the mold cavity with molten metal first at low or high speed. The mold has a movable cavity surface, which is pressurized forged with the cooling process of the molten metal. Eliminate the shrinkage cavity and porosity defects of the blank, and also make the internal structure of the blank reach the forged broken grains. The comprehensive mechanical properties of the blank have been significantly improved. In addition, the rough produced by this process has an outer surface finish of 7 (Ra1.6), which has a metallic luster like the surface produced by the cold extrusion process or machining.


 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China