

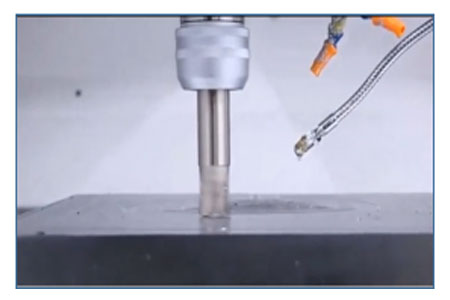
Aluminum die casting parts exhibit a wide range of weight, size, and wall thickness variations. The weight can vary from a few grams to 400 tons, while wall thickness can range from 0.5mm to over a meter, and length can span from a few millimeters to more than ten meters. These parts can cater to various industry requirements. Surface roughness can determine the appearance quality of the part, while fine cracks on the surface can be detected using coloring or magnetic particle methods. Audio, ultrasonic, eddy current, X-ray, and gamma rays can test internal quality.
Quality standards of aluminum die casting parts can affect mechanical product performance. For instance, the impeller and housing size, cavity size, and surface accuracy and roughness of pumps and hydraulic systems impact efficiency, energy consumption, and cavitation. The strength and cold resistance of components like cylinder blocks, cylinder heads, cylinder liners, piston rings, and exhaust pipes directly impact the lifespan of an engine.
Sand casting is often preferred over other casting methods as it is less expensive, has a simpler production process, and shorter production cycles. Clay-sand surface dry sand molds or other sand molds can be used if wet molds do not fulfill the required standards. The casting method should be suitable for the production batch, and low-pressure casting, die casting, centrifugal casting, and other casting methods are suitable only for mass production. Aluminum die casting parts can be single-piece castings or mass-produced.
After the aluminum die casting parts have cooled completely, they can be further cleaned. The cooling time depends on the material of the part and production conditions. Early cleaning can cause deformation and cracking in aluminum alloy casting, while larger and more complex castings should have longer cooling times. The pouring riser can be cut using various methods such as gas cutting, grinding wheel cutting, sawing machines, hydraulic cutting, and anode cutting.

 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, China